Scopri tecnologie e processi
Microfusioni
a cera persa
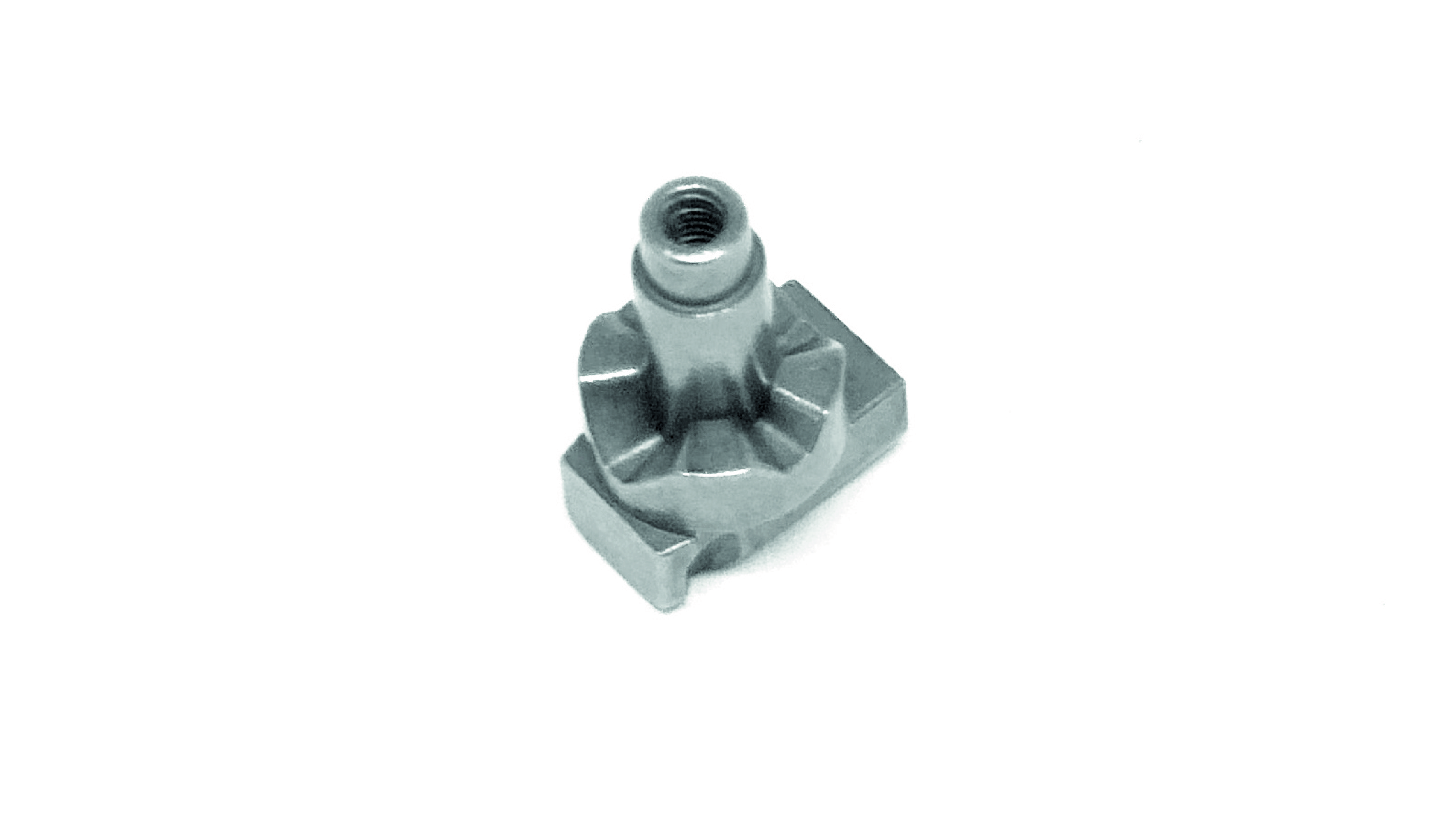
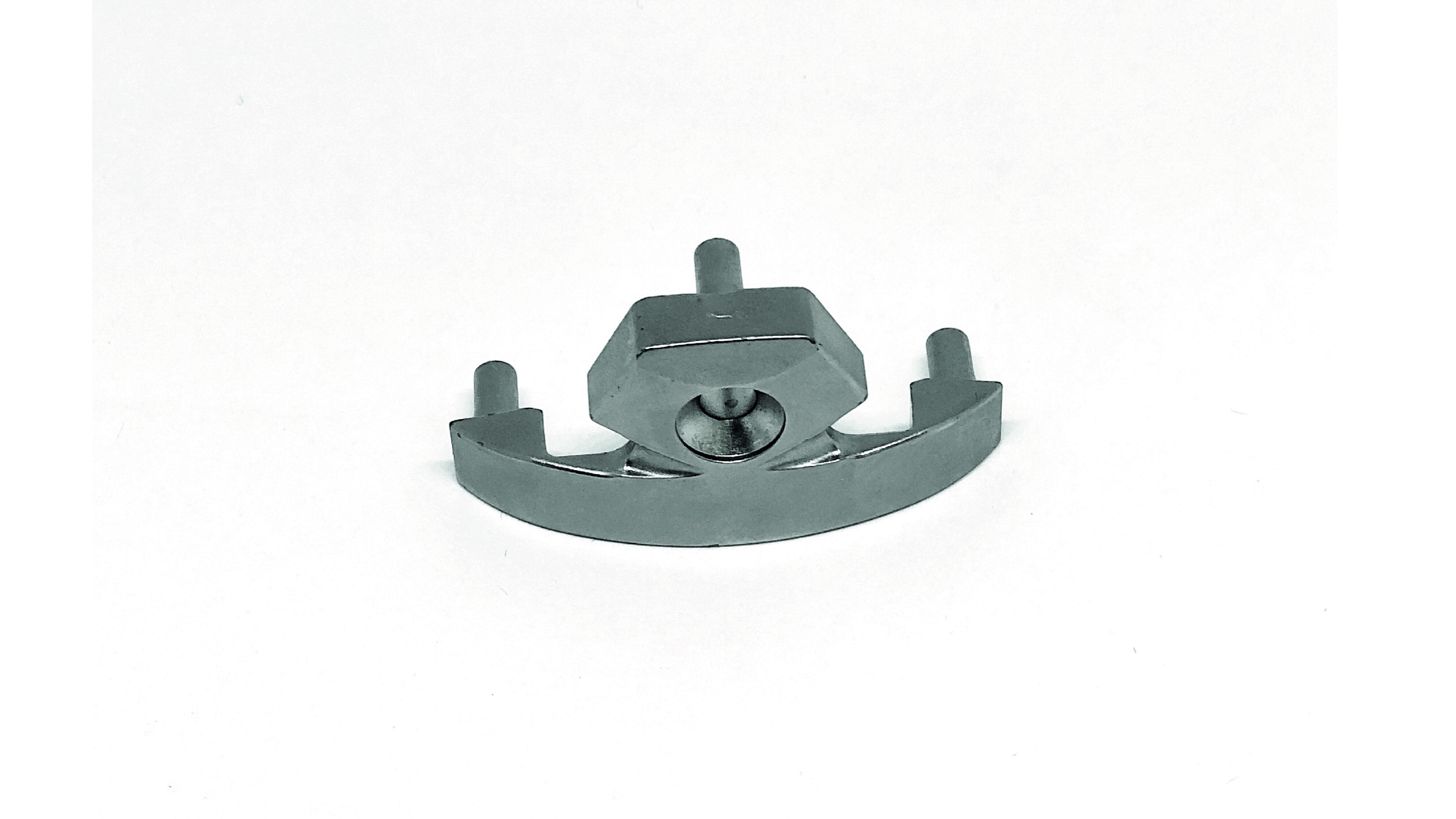
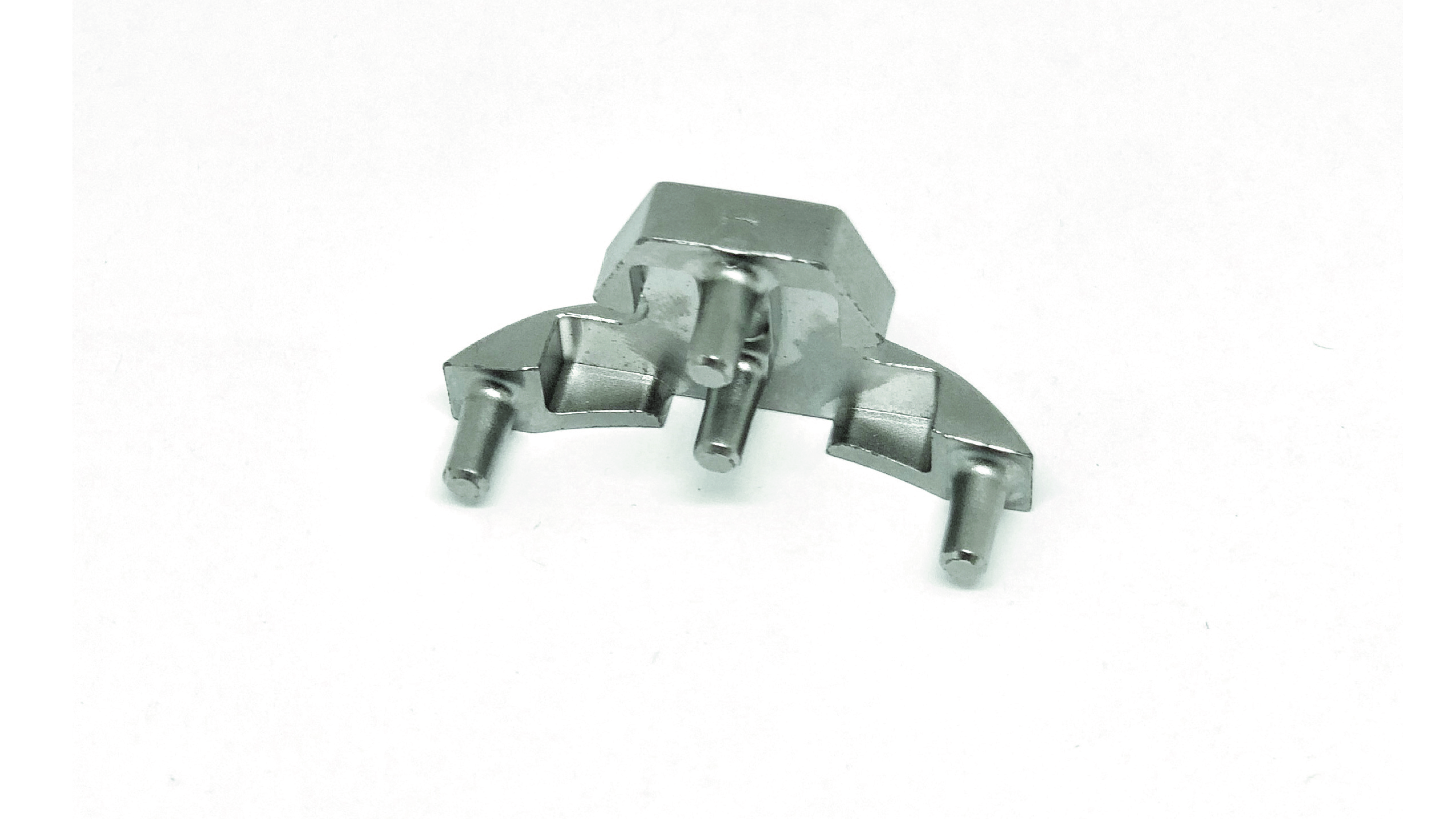
La microfusione ci permette di ottenere componenti metallici in serie, con gradi elevati di precisione geometrica.
I servizi che ci rendono unici
SERVIZI AGGIUNTIVI
Vent’anni di esperienza al tuo servizio
La microfusione di precisione è un processo di produzione seriale derivato dalla tecnica di fusione a cera persa e offre il vantaggio di realizzare forme anche complesse con elevata accuratezza dimensionale e ottima finitura superficiale.
Come funziona?
Per le microfusioni realizziamo uno stampo da cui derivano tanti modelli in cera quanti i pezzi desiderati. Una volta ricoperti di ceramica e cotti in speciali fornaci, la cera si scioglie. Rimangono tanti gusci (stampi) di ceramica dove viene colato il metallo. Quando quest’ultimo si solidifica, segue la rottura dei gusci, l’estrazione e la finitura superficiale dell’oggetto.
Vedi tutti i materiali e le relative caratteristiche nella tabella di riferimenti
Lavorazioni meccaniche superficiali
Le lavorazioni meccaniche superficiali vengono svolte in loco (fonderia) e servono a perfezionare l’aspetto esteriore degli oggetti realizzati con il processo di microfusione di precisione.
TORNITURA
FRESATURA
SMERIGLIATURA
SABBIATURA
LUCIDATURA
Controllo qualità ad ogni passo del processo









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Un sistema logistico efficiente e affidabile
Offriamo un servizio di stoccaggio, per garantire consegne periodiche e puntuali. Siamo dotati di un’area doganale autorizzata che ci consente di azzerare le incertezze su tempi e costi delle procedure di sdoganamento.
Assemblaggio
Su richiesta del cliente possiamo offrire un servizio di assemblaggio delle componenti meccaniche realizzate, per fornire al cliente un prodotto che si adatta al suo ciclo di lavorazione.
La microfusione a cera persa di precisione è particolarmente indicata per i settori:
- Agricolo
- Navale
- Automotive
- Industria alimentare
- Meccanica e elettromeccanica
- Moda e industria tessile